🔙 弯头制作
🛠️ 工具ID: 437
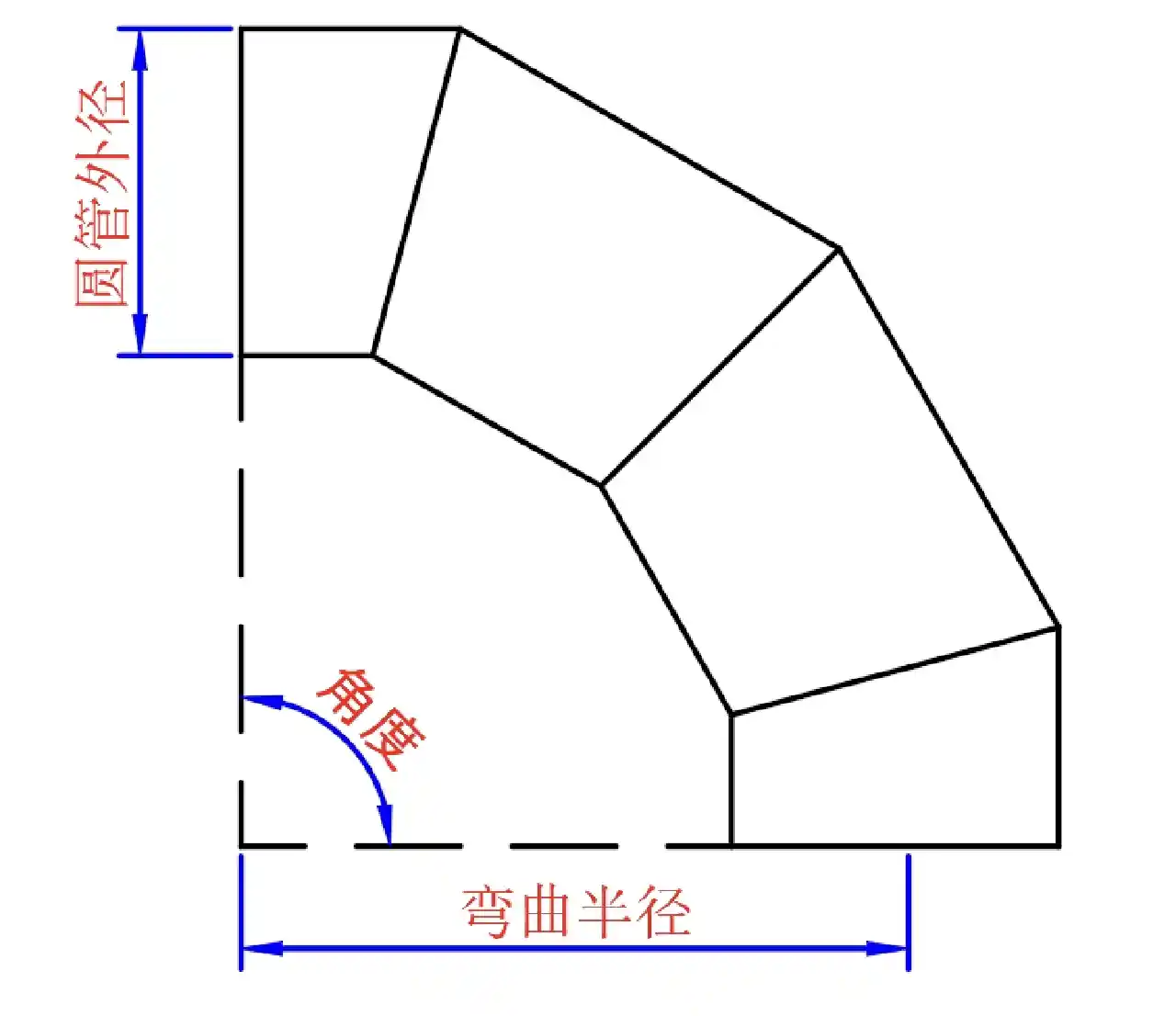
多节任意角度弯头钣金展开
👥 26,155
💬 评论 (0)
📋 记录
🔖 收藏
✏️ 计算参数
管道外径 D (mm)
弯曲半径 R (mm)
弯头角度 α (°)
弯头节数 N
圆周等分数 M
小数精度
开始计算
重置缩放
关闭
© 2026 六九网版权所有
蜀ICP备2026023747号
蜀ICP备2026023747号-2A
耗时 6.29 ms